



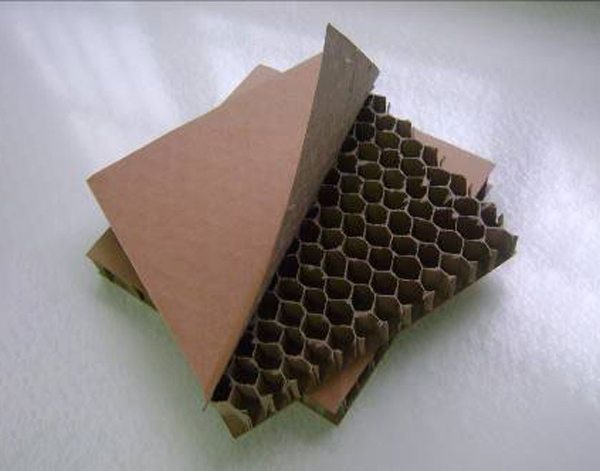
在蜂窝纸板的制作过程中,每一个步骤都很讲究,并且严格进行,只有通过这样,制作出来的蜂窝纸板才会整洁,无破损。第一步,上纸单元:原纸架是蜂窝纸板生产线的开始位置,通过两个独立的原纸支架构成,每个支架都可以独立移动以便上纸。第二步,蜂窝纸芯拉伸定型单元:连续未展开的蜂窝芯经拉伸干燥机拉伸、干燥和定型。第三步,蜂窝纸芯涂胶单元:经蜂窝芯拉伸干燥单元定型后的蜂窝芯由一台可以上下分离的双面的涂胶机对蜂窝芯的上下两面精确上胶。第四步,蜂窝纸板复合单元:作为生产线的核心机构,复合单元将上下两层的面纸与定型后的蜂窝纸芯压合形成蜂窝纸板。第五步,蜂窝纸板裁切单元。
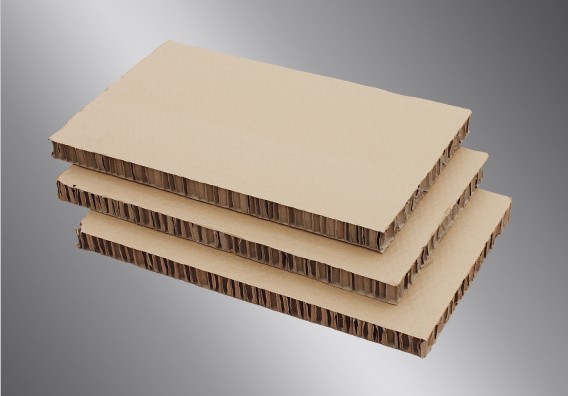
蜂窝纸板 有不同的规格,且即使为同种厚度的蜂窝纸板,因其面纸的定量不同,其性能也会有所差异。蜂窝纸板厚度的变化主要是根据增加或减少其纸芯的厚度来实现的,且纸芯的形状对蜂窝纸板的性能影响很大,常通过孔径比来描述蜂窝芯形状的变化。一般来说,当蜂窝芯形状接近正六边形时,蜂窝纸板的综合性能最优,但是在现实生产条件下,很难生产出规整的正六边形蜂窝芯的蜂窝纸板。已有对于蜂窝纸板性能的研究,主要集中在性能指标、静态和动态特性试验、蜂窝纸板性能的理论建模和计算机的有限元分析等方面。
包装中蜂窝纸板缓冲衬垫的设计:首先,应对蜂窝纸板缓冲衬垫设计参数有所了解,包括蜂窝纸板的力学性能、加工工艺、包装形式、测试标准等;然后,结合缓冲衬垫设计五步法或六步法,选用材质配比合适的蜂窝纸板缓冲性能曲线,通过不断调整被包装产品六个面受到冲击后的响应脆值,确定最佳蜂窝纸板缓冲衬垫的厚度T和缓冲面积A。计过程中应尽量只选择一种或两种蜂窝纸板厚度,以减少加工企业的制造加工工序,降低加工成本。在确定蜂窝纸板缓冲衬垫厚度T和面积A后,就需要设计蜂窝纸板缓冲衬垫的结构。普通蜂窝纸板缓冲衬垫结构设计比较简单,异型蜂窝纸板缓冲衬垫结构的加工成本高,生产效率低,不宜进行批量生产。





